Wavehub
Renewable
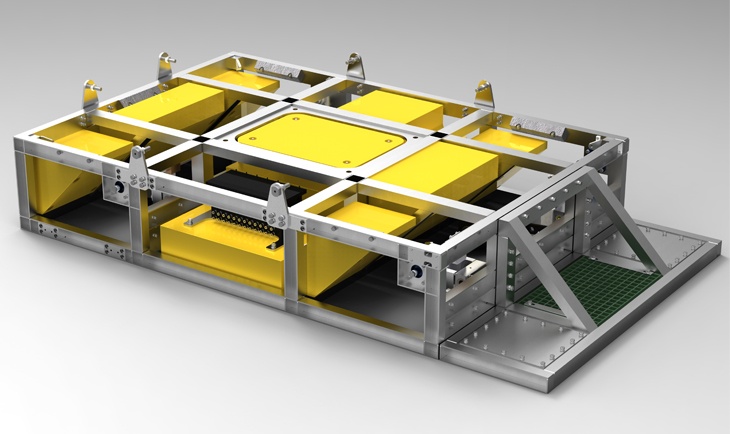
Wavehub is a wave power research project on the North coast of Cornwall in the United Kingdom. In simple terms she is a large fabricated socket for wave energy converters to plug into. A cable from the hub to the main land takes power from the devices to the electrical grid.
The Brief
SWEL was awarded the contract to build the wavehub socket from 316 st.st. The weld procedures where to be unique to the project and had to qualify 50mm plate to European standards. All welds had to be subject to 100% ultrasonic testing.
The Solution
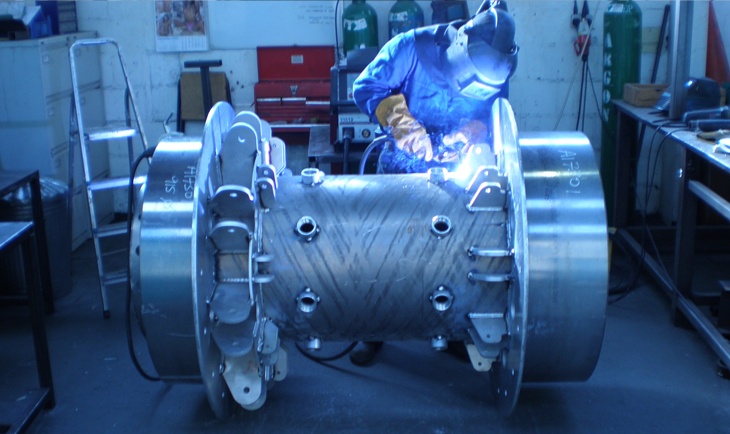
All raw materials where purchased from a local supplier and water jet cut to fine tolerances. In the background the SWEL welding engineer wrote and qualified a 50mm 316 st.st full pen butt weld procedure. This procedure was witnessed by DNV and proved within 2 weeks so as not to slow progress. The carcass of wavehub was welded out and passed 100% ultrasonic inspection and ultimately within fabrication tolerances for final machining.